Food & Drink
Food & DrinkA production bakery required a solution to sack tip ingredients from a ‘low care’ area to a ‘high care’ production area.

A turnkey solution was supplied including mechanical and electrical installation of the sieve units and dust extraction system.
A production bakery came to Farleygreene asking for a solution to sack tip ingredients from a ‘low care’ area to a ‘high care’ production area. There was no operator access between the two areas so they required a solution that produced minimal dust and was easy to clean. Continuous production was also necessary along with differing ingredient blends.
A production bakery came to Farleygreene asking for a solution to sack tip ingredients from a ‘low care’ area to a ‘high care’ production area. There was no operator access between the two areas so they required a solution that produced minimal dust and was easy to clean. Continuous production was also necessary along with differing ingredient blends.
Hand fed by operator into multiple dispensing points. Discharge into containers in high care area.
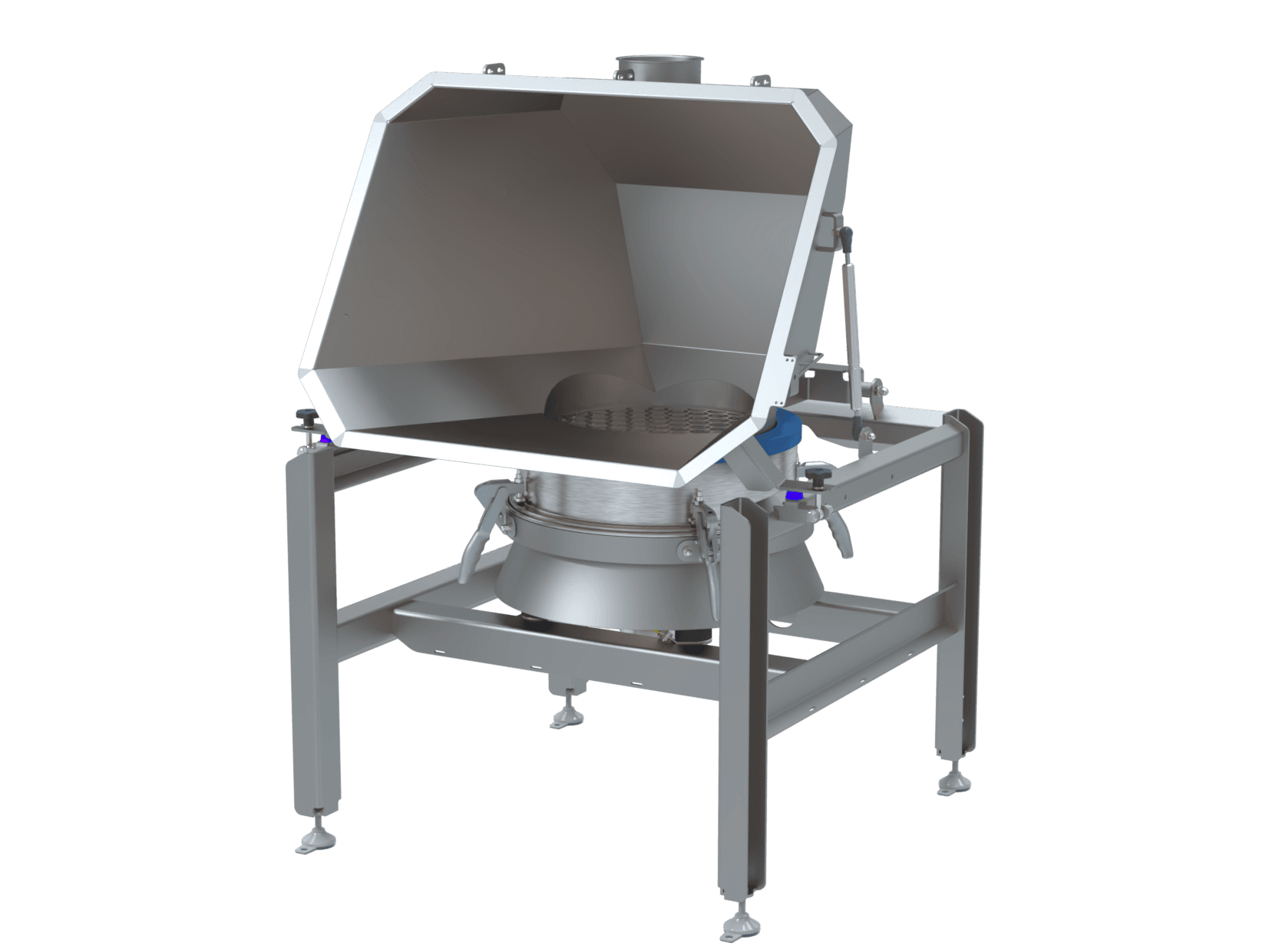
A long counter, with inlet ports located along it, was positioned between the two different areas, an additional see through wall section was also incorporated into the counter to allow visual contact between. At each end of the counter a Sievmaster Slimline 550 Easilift sack tip station was located mounted upon a special low level tubular frame. Product was sack tipped into the sieves and wheeled containers located below (in the ‘high care’ area) were filled accordingly. Three other dispensing points were fitted with dusthoods to allow for non-critical ingredients to be passed through the control point.
The Sievmaster Easilift units were connected to an external dust extraction system located on the building’s roof. Two sack tip counters were supplied coupled to the same dust extraction system. The two areas were also maintained at slightly different air pressures to ensure no contaminate dust could penetrate into the ‘high care’ area.
Turnkey system supplied into a new building extension including mechanical and electrical installation of the sieve units and dust extraction system.
A production bakery came to Farleygreene asking for a solution to sack tip ingredients from a ‘low care’ area to a ‘high care’ production area. There was no operator access between the two areas so they required a solution that produced minimal dust and was easy to clean. Continuous production was also necessary along with differing ingredient blends.
Hand fed by operator into multiple dispensing points. Discharge into containers in high care area.
A long counter, with inlet ports located along it, was positioned between the two different areas, an additional see through wall section was also incorporated into the counter to allow visual contact between. At each end of the counter a Sievmaster Slimline 550 Easilift sack tip station was located mounted upon a special low level tubular frame. Product was sack tipped into the sieves and wheeled containers located below (in the ‘high care’ area) were filled accordingly. Three other dispensing points were fitted with dusthoods to allow for non-critical ingredients to be passed through the control point.
The Sievmaster Easilift units were connected to an external dust extraction system located on the building’s roof. Two sack tip counters were supplied coupled to the same dust extraction system. The two areas were also maintained at slightly different air pressures to ensure no contaminate dust could penetrate into the ‘high care’ area.
Turnkey system supplied into a new building extension including mechanical and electrical installation of the sieve units and dust extraction system.
A global vanilla powder manufacturer invested in a new Sievmaster Ultrasonic System, to achieve a throughput increase of up to 50% and reduce waste of good product.
A prominent brand in the coffee industry required a new sieve at one of their European plants to achieve a throughput of 2000kg per hour.
Food & DrinkMarket leading quartz surface manufacturer ensures the quality of their final product with Farleygreene's Sievmaster 500-S batch sieve.
 Chemical
ChemicalMake use of our demo fleet with two-weeks for free, or our in-house testing facility.