Food & Drink
Food & DrinkThe client required a sieving system to provide its own localised extraction system to protect the operator from possible airborne dust particles.

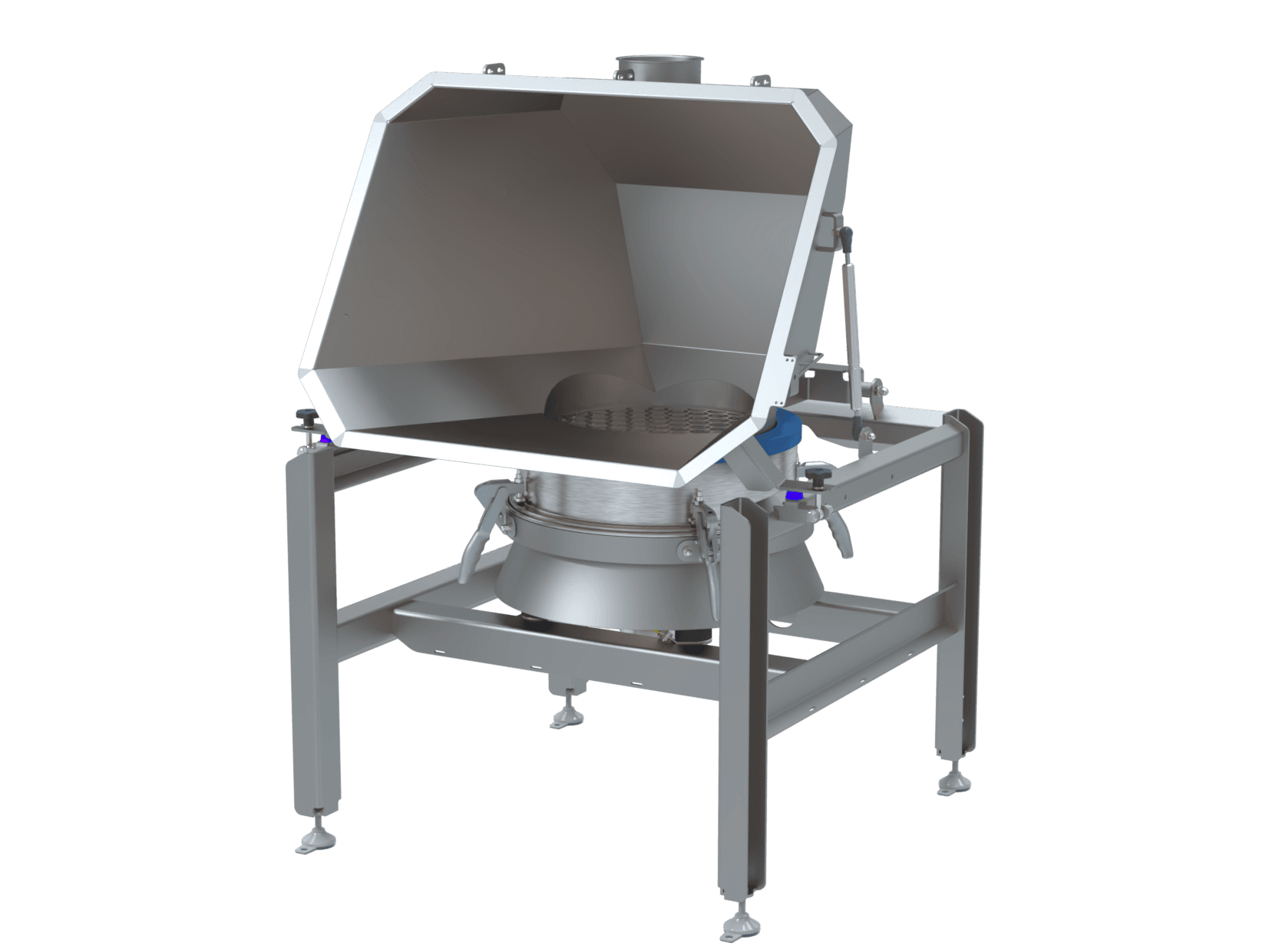
The hood of a Sievmaster Easilift 950 was fitted with a local extraction system using a vacuum suction module.
The end user required the system to handle a minimum of 3000 kg/hour of flour via a 1000 micron screen. The system had to provide magnetic separation post screening and directly feed into a recently installed vacuum convey transfer system.
The end user required the system to handle a minimum of 3000 kg/hour of flour via a 1000 micron screen. The system had to provide magnetic separation post screening and directly feed into a recently installed vacuum convey transfer system. As no central dust extraction point was within close proximity to the area of use, the station had to provide its own localised extraction system to protect the operator from possible airborne dust particles.
The recently updated Sievmaster Easilift 950 station covered all aspects of the application specifications. The modular nature of the equipment allowed the customer to pick, with advice from the FG technical team, all the elements they required to build their ultimate package.
The dusthood section of the station featured a powerlift mechanism for operator access, this innovative system uses a self-docking seal to couple the hood to the vibratory sieve below removing the need for awkward sleeve connections and minimising downtime and operator interaction.
In order to provide dust extraction the hood was fitted with the optional local extraction system using a vacuum suction module. The module features a pneumatically driven vacuum pump and filter within the hood body which removes the airborne dust inside the hood when the operator is dispensing sacks into the sieve. The volume of extract air flow is further controlled by a simple adjustable sliding baffle plate to the front. The filter is then periodically cleaned by a reverse air jet pulse triggered by closing the hinged front cover assembly.
For the important screening operation the station utilised the powerful Sievmaster Slimline 950 vibratory sieve machine.The whole unit was mounted on a specially design tubular frame with a fold out step and operator platform so the unit could be kept within a compact footprint when not in use. The hinged front cover also ensured that the machine was sealed when not in production between shifts and was ready for immediate use on shift start.
The customer achieved their throughput requirements with some capacity to spare, which allowed them to future proof the process for years to come.
The end user required the system to handle a minimum of 3000 kg/hour of flour via a 1000 micron screen. The system had to provide magnetic separation post screening and directly feed into a recently installed vacuum convey transfer system. As no central dust extraction point was within close proximity to the area of use, the station had to provide its own localised extraction system to protect the operator from possible airborne dust particles.
The recently updated Sievmaster Easilift 950 station covered all aspects of the application specifications. The modular nature of the equipment allowed the customer to pick, with advice from the FG technical team, all the elements they required to build their ultimate package.
The dusthood section of the station featured a powerlift mechanism for operator access, this innovative system uses a self-docking seal to couple the hood to the vibratory sieve below removing the need for awkward sleeve connections and minimising downtime and operator interaction.
In order to provide dust extraction the hood was fitted with the optional local extraction system using a vacuum suction module. The module features a pneumatically driven vacuum pump and filter within the hood body which removes the airborne dust inside the hood when the operator is dispensing sacks into the sieve. The volume of extract air flow is further controlled by a simple adjustable sliding baffle plate to the front. The filter is then periodically cleaned by a reverse air jet pulse triggered by closing the hinged front cover assembly.
For the important screening operation the station utilised the powerful Sievmaster Slimline 950 vibratory sieve machine.The whole unit was mounted on a specially design tubular frame with a fold out step and operator platform so the unit could be kept within a compact footprint when not in use. The hinged front cover also ensured that the machine was sealed when not in production between shifts and was ready for immediate use on shift start.
The customer achieved their throughput requirements with some capacity to spare, which allowed them to future proof the process for years to come.
A global vanilla powder manufacturer invested in a new Sievmaster Ultrasonic System, to achieve a throughput increase of up to 50% and reduce waste of good product.
Food & DrinkA prominent brand in the coffee industry required a new sieve at one of their European plants to achieve a throughput of 2000kg per hour.
Food & DrinkMarket leading quartz surface manufacturer ensures the quality of their final product with Farleygreene's Sievmaster 500-S batch sieve.
 Chemical
ChemicalMake use of our demo fleet with two-weeks for free, or our in-house testing facility.