Chemical
Our sieving solutions play a key role in the chemical industry to ensure products are validated post process.
Through our experience in both liquid and solid processing, our technology has demonstrated its benefits in separating various chemical end products such as solvent based paints. Our machinery is built to last using high quality materials and components, and is designed for heavy duty usage.
Application uses in the Chemical industry
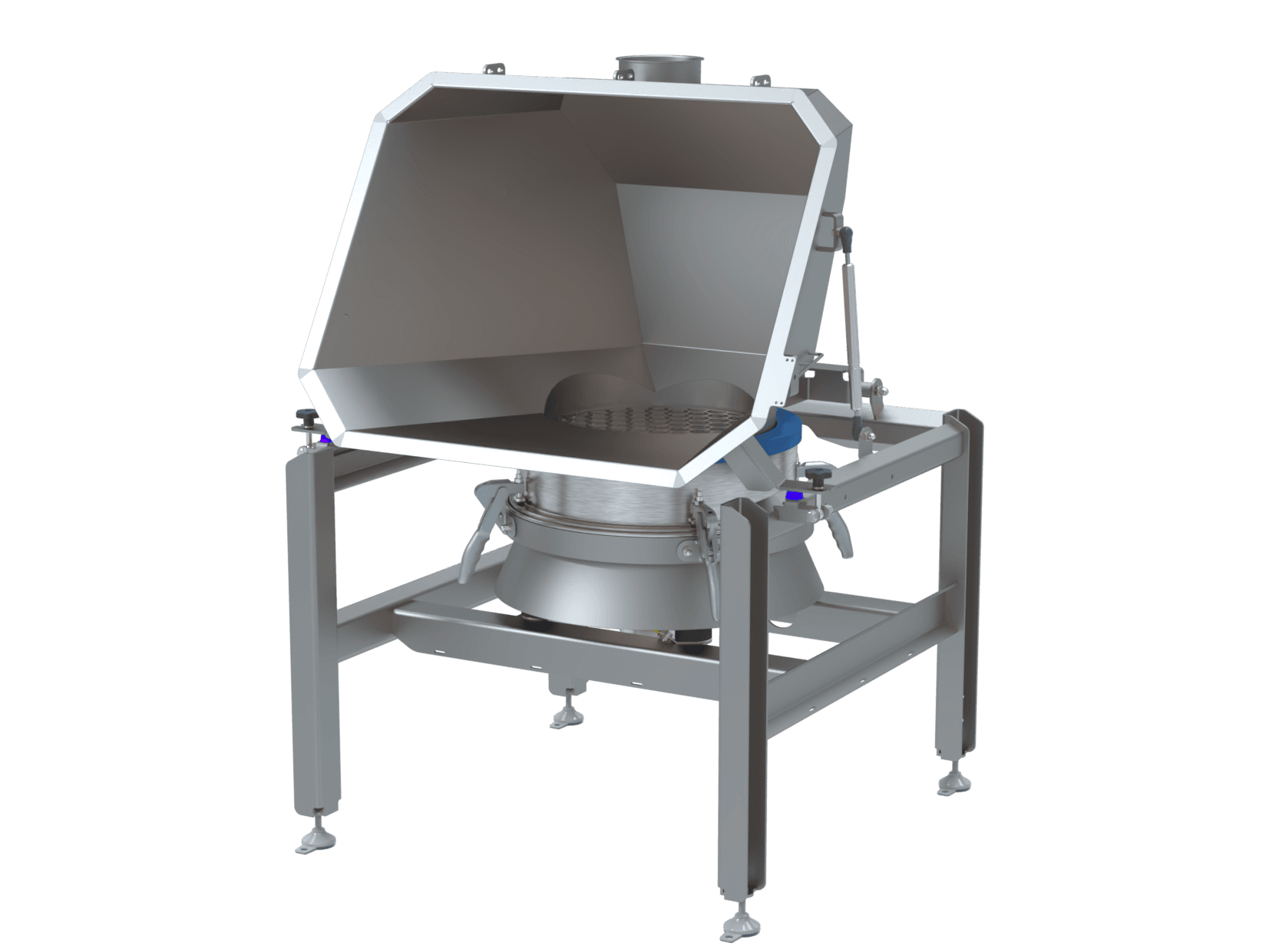
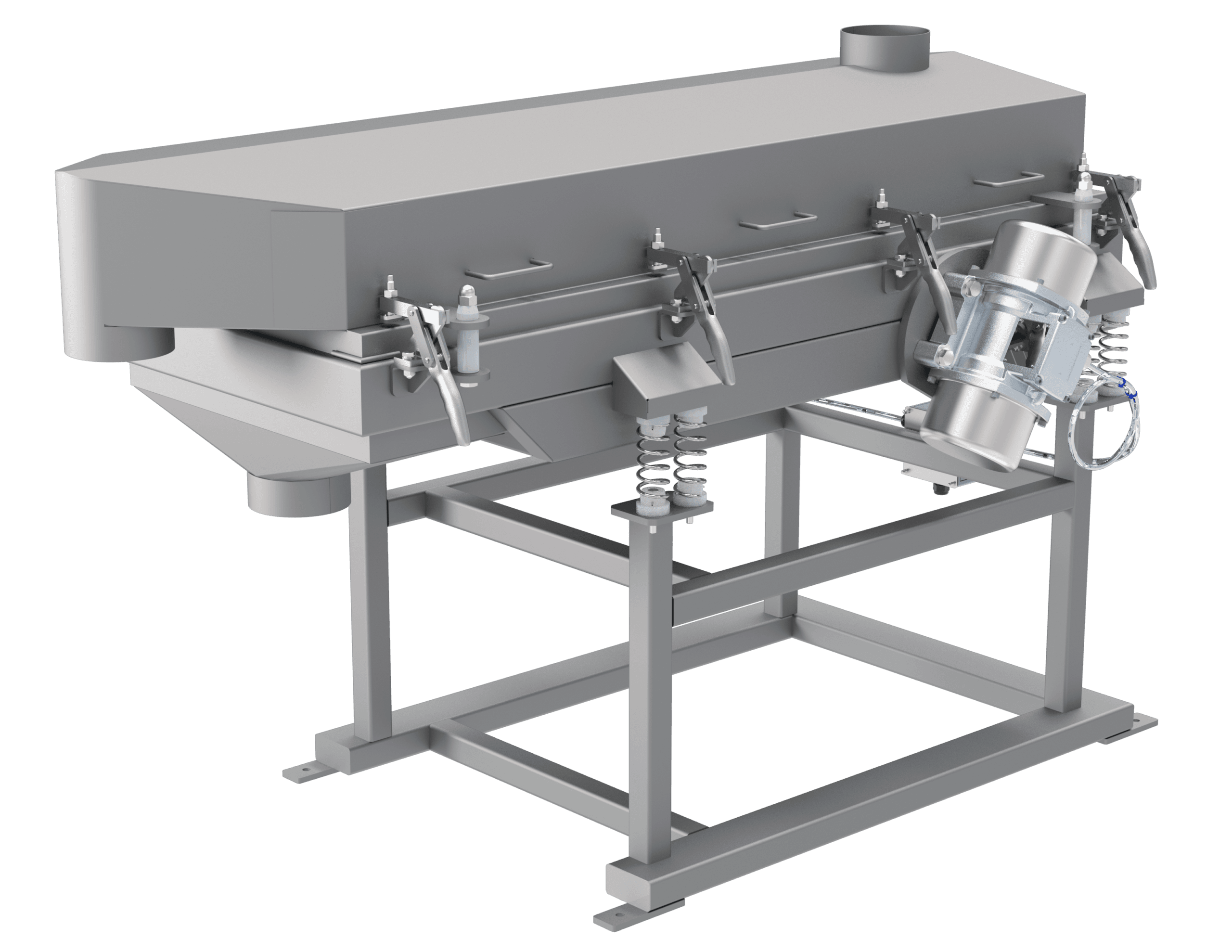
In the chemicals industry our vibratory sieves are used to refine chemical powders and substances through separation and removal of impurities and unwanted contaminates. This process of separation is effective in achieving the product quality required for the next stage of manufacturing.
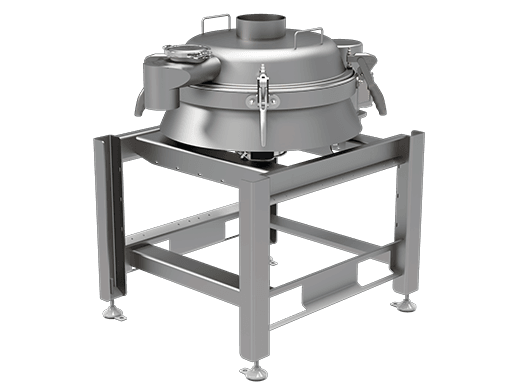
Chemical Sieving products
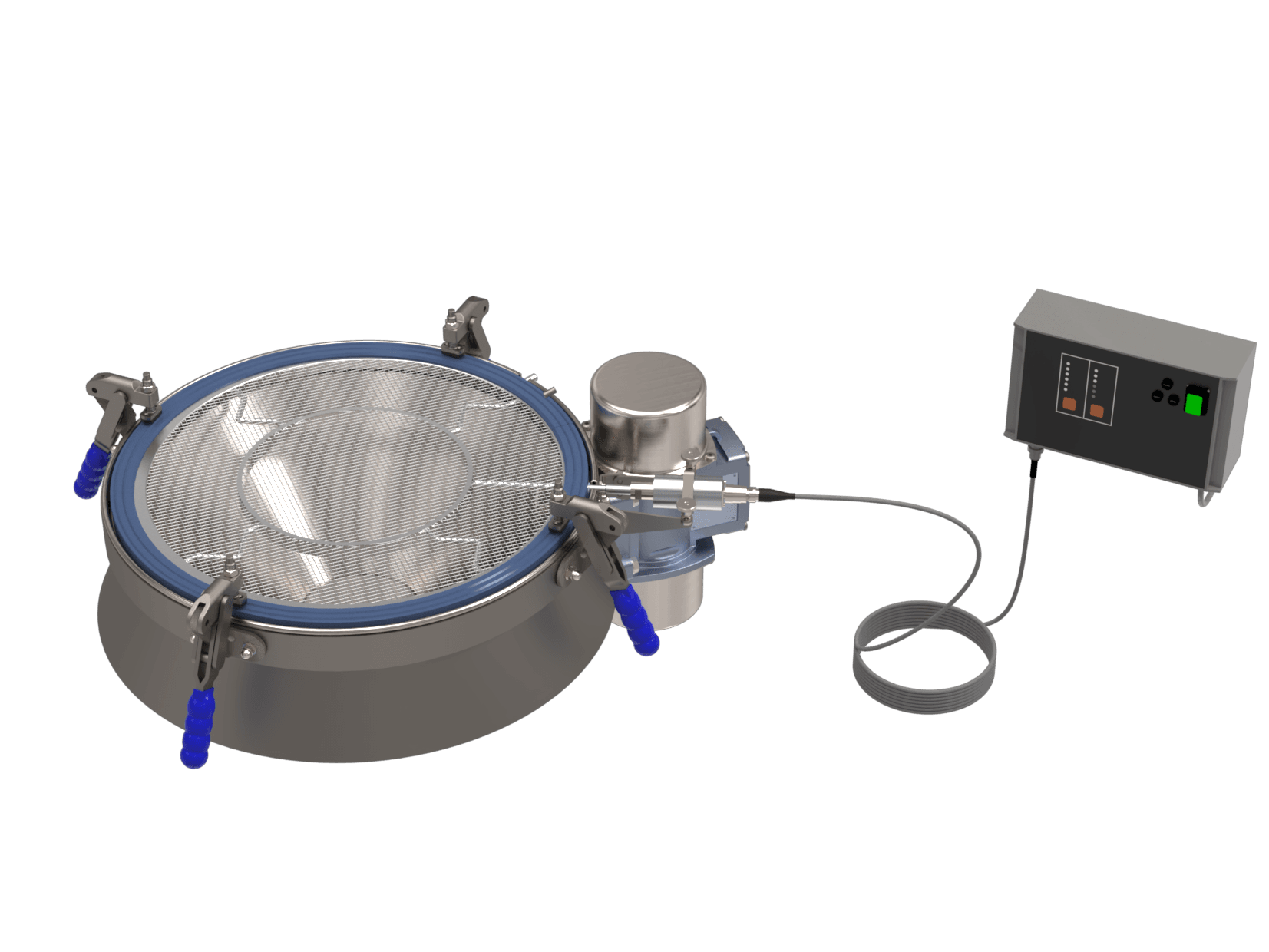
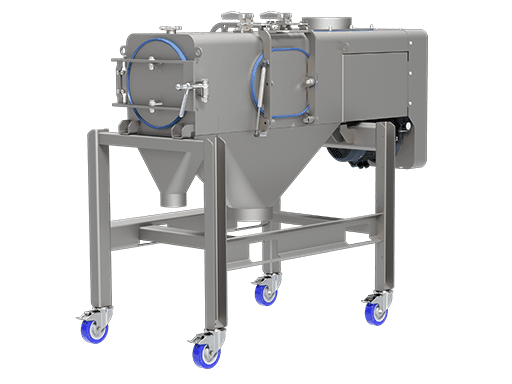
Our highly effective vibratory sieves use powerful, controlled vibrations to help you achieve accurate separation of chemical powders. We offer the option of a sealed vacuum or pressure system for processing potentially harmful chemical products in a protected environment.





Brands we work with
Protecting reputation is fundamental to any brand, we endorse this by supplying you with high quality machinery that supports your customer’s expectations.


Recent Case Studies
Ultrasonic Sieving Vanilla Powder
A global vanilla powder manufacturer invested in a new Sievmaster Ultrasonic System, to achieve a throughput increase of up to 50% and reduce waste of good product.
Sieving Coffee Beans
A prominent brand in the coffee industry required a new sieve at one of their European plants to achieve a throughput of 2000kg per hour.
 Food & Drink
Food & DrinkSieving Quartz Aggregate
Market leading quartz surface manufacturer ensures the quality of their final product with Farleygreene’s Sievmaster 500-S batch sieve.
 Chemical
Chemical